* В материале используются панорамные фотографии, которые можно вращать мышкой или мобильным устройством
Продолжаем интерактивную экскурсию по заводу «Кирскабель» в рамках спецпроекта «Ункомтех 360». В первой части статьи мы прогулялись по городу Кирсу, выпили местного пива в бане, побывали в так называемом филиале «Кирскабеля», ознакомились с первыми этапами производства кабеля в минеральной изоляции и узнали о его невероятных свойствах, которые и позволили дать ему такое странное название – «кабель судного дня».
В тот раз повествование ограничилось только первой производственной площадкой, задействованной в изготовлении кабеля, чего явно недостаточно, чтобы полностью показать технологию и раскрыть тему. Сегодня же нас ждет экскурсия на участок сборки, затем небольшое натурное испытание, а в качестве десерта – изучение номенклатуры и вариантов применения этого уникального изделия. Интерактивный проект «Ункомтех 360» продолжается!
Cмотрите видео «Кабель судного дня 2. Кирскабель. Кабели с минеральной изоляцией для атомных реакторов. Ункомтех 360″
Смена локации
Производство кабеля с минеральной изоляцией на «Кирскабеле» расположено в двух отдельных цехах. Переходить из одного в другой приходится через улицу, железнодорожную ветку и склад готовой продукции, который находится между двумя большими зданиями завода. На улице – мороз и солнце, день чудесный. Правда, холодный. Все вокруг довольно однообразное, и яркое красно-желтое здание завода – единственное, за что цепляется взгляд. Опять «игры с цветом». Кажется, что в холдинге «Ункомтех» им уделяется действительно много внимания. Конечно, в такой сегментации производства есть определенные недостатки. Заготовки кабеля нужно перемещать между цехами. Но от этого не уйти: для изготовления кабеля с минеральной изоляцией нужно очень много места, и найти такие площади внутри одного здания может быть непросто.
Накинув теплые куртки, выходим на свежий воздух и отправляемся в соседний цех. Кстати, той же тропинкой ходят и все рабочие. Окружающий пейзаж выдержан в стиле «индастриал»: слева и справа – поля с барабанами, впереди – заводоуправление и столовая.
Железнодорожные пути, судя по количеству на них снега, используются редко. Поставщики и потребители не очень часто прибегают к услугам железнодорожных перевозок. Оно и понятно. При отправке фуры доставка организуется от двери до двери, а для отправки продукции вагонами, как правило, требуется сначала их найти, пригнать, загрузить, отвезти, выгрузить на станции назначения… и все равно вызывать фуру, чтобы груз смог преодолеть «последнюю милю». Как правило, выходит дороже, дольше и сложнее. Отправка грузов по железной дороге становится рентабельной и целесообразной только в том случае, когда у получателя имеется собственная железнодорожная ветка прямо до склада. И хотя в настоящее время нет никаких предпосылок к тому, чтобы железнодорожные перевозки стали выгоднее автомобильных, всем действующим и будущим партнерам «Кирскабеля» будет нелишним знать, что завод может предложить и такой способ отгрузки продукции.
Входим во второе здание через темный невзрачный коридор с одиноко стоящим банкоматом Сбербанка. Интересно, что он делает в производственном помещении? Все очень просто: на «Кирскабеле» работает 1/9 часть жителей города, это самое крупное предприятие Кирса, поэтому появление банкомата тут вполне оправдано. Можно и зарплату обналичить, и услуги ЖКХ оплатить. Логично, просто и удобно, коль скоро основные деньги в городе зарабатываются именно здесь.
Производственные контрасты. Из зимы в лето. Из Японии 80-х в Европу 2010-х
Дверь сработала как телепорт. Темнота коридора сменилась светом, заполняющим все вокруг. Вместо тишины – звук рабочего процесса. И – масштабы огромного производственного помещения. Колоссальный контраст! Мы проходили через цех, где производят кабели энергетического назначения, в основном в пластмассовой изоляции и СИП.
Буквально две двери, небольшой коридор, и мы попали в совсем другой мир. На улице холод, снег, а тут тепло, светло, просторно. Европейское оборудование, ровный и чистый пол. После «зеленого цеха» с японским оборудованием здесь, кажется, совсем другая атмосфера и цветовая гамма.
При внимательном рассмотрении здесь обнаруживается производство полного цикла. Это одна из исторических особенностей организации работы предприятия, когда практически каждый цех работает автономно. В таком подходе есть и плюсы, и минусы. С одной стороны, специализируясь на выполнении какой-то конкретной операции, можно повышать производительность на участках. С другой, возникает необходимость перемещения и дополнительного учета изделий наряду с согласованием операций между цехами. Если все делается внутри одного цеха, то производство становится более ритмичным и структурированным, но каждый отдельный участок может потерять в производительности. С учетом текущих реалий кабельного бизнеса более жизнеспособной выглядит концепция, при которой каждый цех выступает самостоятельной производственной единицей. Дело в том, что сейчас заводы в основном работают по конкретным заказам, а не штампуют однотипную продукцию, поэтому так важно сохранять гибкость и пространство для маневра.

Производство масштабное, и чтобы пройти через цех, нужно несколько минут двигаться очень быстрым шагом. Кажется, здесь в приоритете кабели крупных сечений.
Небольшая прогулка внутри, очередная дверь, а за ней – уже знакомое оборудование. Да, мы снова возвращаемся на площадку по выпуску «кабеля судного дня».
Цех №5 с британским акцентом
Перед нами вновь привычный зеленый цвет. Здесь тоже производят «кабель судного дня». Но, в отличие от «филиала», про который мы рассказывали в первой части репортажа, используют оборудование не из Японии, а из Великобритании. Остальное практически так же, как и в «филиале», только масштабнее. Линии длиннее, цех еще больше… Сейчас здесь тихо и пусто. Оборудование простаивает по вполне уважительной экономической причине. Данный участок ориентирован на производство конкретных марок кабеля большой длины, а такие заказы ввиду специфичности номенклатуры поступают не всегда. Отсюда и производственные паузы.

«Зеленый коридор». Действительно длинная производственная линия.
Здесь на оборудовании марки GWB 1968 года выпуска изготавливается кабель КМЖ. Поскольку техника поступила из Великобритании, здесь используют не только привычные нам миллиметры и сантиметры, но и дюймы. На линию поступают заготовки диаметром 2 дюйма (5,08 см). Далее заготовка проходит волочение с усилием в 25 т. Кабель КМЖ имеет медную оболочку, для снятия напряжений его необходимо отжигать в азотной среде, что и делается, причем со скоростью всего 45 см в минуту. Нетрудно посчитать, что для отжига всего 100 м кабеля потребуется почти 4 часа! Хорошо, что параллельно можно отжигать до 12 заготовок. Кстати, скорость волочения составляет от 2 до 30 м в минуту. Ускорить процесс можно, но нецелесообразно. Именно поэтому менять исправное оборудование полувековой давности просто не имеет смысла, да и не на что.
Проходим вдоль производственной линии. Заготовка прокатывается, отжигается и охлаждается в специальном холодильнике. Процессы очень схожие. Отличается только масштаб.

Видны заготовки и катушки, на которые наматывается заготовка после достижения максимальной длины.
После того как заготовка достигает длины стана (40 м), ее производство продолжается, но уже со специальных барабанов диаметрами 2362, 1524 и 914 мм. После каждого волочения для снятия напряжения в металле кабель необходимо отжигать. Для этого построена огромная колпаковая печь, больше похожая на корпус атомного реактора.
Реальный отжиг в нереальной печи
В центре помещения цеха открывается вид на огромную печь, состоящую из трех секций. Уникальная конструкция, которую никак не ожидаешь встретить на кабельном заводе. Монстр глубиной примерно 3 м и около 8 м в ширину, без которого провести качественный отжиг кабеля не получится. Принцип работы печи довольно прост. Кабель в бухтах накладывается на платформу и накрывается большим металлическим колпаком – ретортой. Сверху насыпается песок, чтобы обеспечить герметичность, а затем устанавливается 25-тонный нагреватель. Картинка, транслируемая с квадрокоптера, позволяет хорошо рассмотреть устройство этой нереальной печи. Видимо, только в таких условиях можно создать настоящий «кабель судного дня».

Из трех секций печи запускают, как правило, всего одну, и то – далеко не каждый месяц. Оборудование рассчитано на гигантские объемы производства. Потребности в таком количестве данного кабеля, очевидно, нет во всем мире.

Участок отжига запускается в среднем 1 раз в 3 месяца. Процесс очень долгий, трудоемкий и дорогой, требующий колоссального расхода энергии. За это время предприятие аккумулирует заказы.
Лазерные технологии и финальная сборка
Кабель с минеральной изоляцией в большинстве случаев является конечным продуктом, полностью готовым к монтажу и эксплуатации. Поэтому на финальных стадиях производства требуется установить муфты и соединители, а также стыковать несколько частей для получения кабеля необходимой длины. Эти операции выполняются на специально оборудованном участке под микроскопом с применением современных установок лазерной сварки.

Важно, что перед сваркой заготовки уже подогнаны друг к другу, причем очень точно. Нет никаких кривых стыков и щелей. На мониторе микроскопа видно, насколько плотно прилегают детали кабеля. Уникальный механизм вращения заготовки обеспечивает возможность качественной сварки. Кабель вращается вдоль своей оси.
Кабели с минеральной изоляцией могут служить нагревательной секцией, т.е. одна часть кабеля должна быть холодной, а другая горячей. Сложно представить, как один и тот же кабель одновременно будет и горячим, и холодным? Здесь это реально. Необходимо использовать специальную переходную муфту и особую технологию соединения и уплотнения. На аппарате лазерной сварки LRS-400 оператор под микроскопом приваривает соединительную муфту между кабелем холодного ввода и нагревательным кабелем. Процесс крайне тонкий и требует высокой квалификации. Необходимо по кругу ровно заварить стык, а значит, нужно каким-то образом проворачивать кабель, расположенный между двух катушек. Здесь сконструирован специальный механизм, который позволяет очень четко и плавно вращать заготовку. Мало того, что приемный барабан вращается, так еще и сварочный стол двигается в горизонтальной плоскости. Оператор вручную крутит заготовку с помощью небольшой ручки, при этом контролируя импульсы лазерной сварки: каждый из них должен перекрывать предыдущий импульс строго на половину, чтобы шов стал максимально ровным и качественным. Действительно уникальная производственная операция, которая требует колоссальной концентрации, внимания и высокой квалификации оператора. Такого оборудования, как здесь, точно не найти ни в одном каталоге. Полный эксклюзив!
Нестандартная упаковка, нестандартные заказы, и нестандартные продукты
Такой нетривиальный кабель нуждается в нестандартной упаковке. Продукция поставляется клиентам в бухтах различной длины в зависимости от особенностей заказа и технических условий. Это могут быть как штучные нагревательные секции с оконцевателями и подготовленными холодными концами, так и бухты длиной 150 м для атомных реакторов, необходимые для сборок, изготавливаемых на другом предприятии. На кабеле нет маркировки, только бирка со всей необходимой информацией. Штрих-коды тоже не предусмотрены. В конце концов, это не продукт для масс-маркета, а штучные изделия. Минимальной партии, кстати, тоже не предусмотрено: заказ может быть на 2 нагревательные секции или на 150, на одну 50-метровую бухту или на десяток 150-метровых… Да, зачастую это гособоронзаказ. Заказчики непростые, поэтому и отказаться от производства штучных изделий нельзя. Но бывают и действительно крупные контракты на сотни километров кабеля, например, для реконструкции атомных реакторов. Финальная упаковка выглядит непритязательно. Бухты кабеля оборачиваются специальной пропитанной битумом бумагой, перевязываются в нескольких местах, к ним прикрепляется бирка, и все это укладывается в деревянные ящики. Внешний вид не балует красотой, все максимально сурово и надежно.

Упакованный кабель, готовый к отправке потребителям.
Испытательная станция и бюро технического контроля
Производство кабеля с минеральной изоляцией требует наличия специального измерительного и испытательного оборудования. За небольшой и опять-таки зеленой дверью с нанесенной литерой «Д» располагается испытательный участок и ОТК цеха. Испытания проходят на отдельных станциях. Готовый кабель выглядит как бухта проволоки с биркой и сопроводительным листом. Образцы ставятся в похожие на велопарковку секции с табличкой «Кабель на испытания».

В ОТК работают женщины. Здесь требуется очень высокая точность измерений и даже определенная нежность. Некоторые типы кабелей очень тонкие, их можно легко повредить грубой разделкой. На фото видно сразу несколько столов ОТК, ванну для погружения в горячую воду и «парковку» для кабелей, ожидающих испытаний.
Для испытаний кабель необходимо вскрыть, что требует определенной сноровки. Контролер ОТК Надежда легко справляется с оболочкой кабеля с помощью кусачек. Она ловко захватывает конец кабеля, разрезает и по спирали снимает примерно 3 см оболочки, затем «обстукивает» минеральную изоляцию и протирает жилу. Кабель зачищен и готов к испытаниям!
В рамках производственного процесса небольшая часть кабеля отрезается, всегда образуются отходы. Это особенность технологии. Минеральная изоляция очень гигроскопична, в процессе производства она успевает впитать немного влаги, поэтому концы кабеля необходимо удалять.
Программа испытаний довольно стандартная, за исключением одной детали. После зачистки проверяется геометрия, затем измеряются электрические параметры, а далее следует тест на герметичность. Бухту кабеля опускают в горячую воду температурой 70–80°C на 1 час, а затем испытывают повышенным напряжением 2,5 или 1,5 кВт в зависимости от диаметра кабеля.
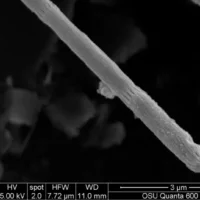
При нас на одной из станций проводили испытания кабеля «Твист», предназначенного для работы в грязной зоне атомного реактора. Толщина нагревостойкой части всего 1 мм, внутри – две изолированные и скрученные стальные жилы диаметром по 0,2 мм. По-настоящему тонкое и очень ответственное изделие. Когда берешь такой кабель в руку, трудно себе даже представить, что когда-то это была цельнометаллическая труба большого диаметра.
Демонстрация достижений
Пройдя через очередную неприметную дверь, мы попадаем на еще один большой производственный участок. Сейчас здесь тихо: производство запускается в том случае, когда мощностей филиала недостаточно для производства необходимых объемов продукции. Такие же длинные рольганги, печи. После детального знакомства с циклом производства наполнение цеха смотрится логичным и законченным. Мы посетили его, чтобы посмотреть на разные виды кабеля с минеральной изоляцией, выпускаемые на заводе «Кирскабель». Распахнулись фанерные ставни, и перед нами открылся стенд с образцами продукции. Пришло время разобраться с возможными сценариями применения «кабеля судного дня».
На небольшом скромно оформленном стенде из фанеры расположены уникальные образцы кабеля. Но за этой скромностью скрываются уникальные технологии и возможности. На выставках такого разнообразия не увидишь, а тут все можно рассмотреть в деталях и даже потрогать руками.
Наиболее распространенная и популярная сфера использования – термопары (термоэлектрические преобразователи). Фактически это датчики, необходимые для измерения температуры, например, в печах или котлах. Незаменимое и практически безальтернативное устройство по соотношению надежности, точности и стоимости. Конечно, рассматриваемое устройство не предназначено для решения бытовых задач вроде оценки степени прожарки стейка, но принцип работы очень похожий. Минимальный диаметр выпускаемого термопарного кабеля составляет всего 0,7 мм! Это практически ювелирная работа. Среди разработок имеются кабели с внутренним каналом, позволяющим проводить дополнительные измерения и контролировать работу термопары. Проводники в нем плоские, а жилы – прямоугольной формы.
Второй вариант применения подобного кабеля – термоэлектропреобразователи (ТЭПР). Это растущий сегмент рынка, который применяется в авиастроении. Завод «Кирскабель» имеет собственную уникальную технологию утончения кабеля, когда одна часть кабеля имеет больший диаметр, чем другая. И это не соединенные между собой кабели разного диаметра, а именно единый проводник. Самый тонкий из подобных кабелей, изготовленных здесь, имел переход сечения с 2,5 до 0,5 мм. Его можно смонтировать в самых труднодоступных местах и контролировать температуру. Популярность ТЭПР растет даже на уровне бытовых устройств. Например, уже существуют зарядные устройства для телефонов, в качестве источника энергии использующие обычную дровяную печь. Похожий принцип используется в авиации и военной технике.
Отдельно следует отметить особые ноу-хау, которые позволяют производить кабель постоянной длины с чередующимися секциями нагрева. Один участок нагревается так, что от него можно зажечь спичку, а другой участок, расположенный всего в нескольких сантиметрах, остается совершенно холодным.
Третий способ применения – силовые кабели в различных модификациях. Среди прочих особенно интересен кабель КМС в супертолстой стальной оболочке. Его можно монтировать без специальных проходок и сальников, приваривая непосредственно к корпусу какой-либо конструкции. Честно говоря, не очень понятно, где такое применяется, однако подобные монолитные кабели пользуются спросом.
Для атомных реакторов РБМК выпускается специальный нагревостойкий многожильный кабель 7х1,5 + 16х0,35 уникальной гибкой конструкции. Внешне он напоминает стальной трос. Кабель именно такого типа украшает обложку проекта «кабель судного дня».

Демонстрация нагревостойкого многожильного кабеля 7х1,5 + 16х0,35 гибкой конструкции. Она заметно облегчает монтаж и создание сборок. Кабель, который использовался ранее, был несгибаемым, как лом, а этот обладает податливостью и очень небольшим радиусом изгиба.
Еще один уникальный продукт – охлаждаемые кабели с внутренним каналом, через который можно прокачивать воду или фреон, повышая проводимость кабеля. Для обычного кабельщика это что-то из области фантастики.
Кроме перечисленных, на стенде представлены биметаллические кабели, используемые в катушках зажигания в атомной энергетике, разнообразные модификаций контрольных кабелей с различной арматурой, нагревостойкие кабели в нескольких оболочках и специализированные ТЭНы малой мощности.
Неубиваемый кабель «судного дня». Гордость и предубеждения
После подробного ознакомления со всеми этапами производства кабеля с минеральной изоляцией и демонстрации ассортимента продукции становится понятно, почему этот большой репортаж с завода «Кирскабель» получил название «кабель судного дня». Какой еще кабель способен работать в диапазоне температур от -60 до +1000 °C? Какой еще кабель можно бить, сплющивать и приваривать непосредственно к металлоконструкциям без потери работоспособности? Какой еще кабель имеет внутренний канал для охлаждения водой или азотом? Какой еще кабель бывает одновременно и холодным, и горячим, и толстым, и тонким, меняя диаметр без нарушения целостности жилы? Какой еще кабель находится в металлической трубе внутри другой металлической трубы с оболочкой из металлической трубы? Только он, кабель с минеральной изоляцией. Эти кабели выдержат всё – и пожар, и радиацию. Поистине неубиваемый кабель!

Всю необходимую кабельную арматуру производят на том же «Кирскабеле». Для этого работает отдельный цех. Здесь кабель – скорее конечный продукт, чем компонент.
Все, что летает в космос, или работает под водой, или эксплуатируется в атомной энергетике, не обходится без кабелей этого типа. Везде, где требуется сверхнадежность, применяются «кабели судного дня» производства завода «Кирскабель». Без них не обходится ни один российский космический спутник. Уникальная продукция, требующая столь же уникального производства, ювелирной точности и потрясающей квалификации персонала. Это что-то нереальное. Кабель из другой вселенной. Трудно себе представить, как простое и элегантное решение поместить проволоку внутри трубы и заполнить промежутки мелким минералом обеспечивает работу сложнейших технологических установок.
Несмотря на специфичность производства, работа здесь есть всегда. Персонала немного, но все при деле. Каждый рабочий день в цехе №5 и его «филиале» проходит по-разному. В зависимости от отрабатываемого заказа сотрудники перемещаются между линиями и этапами производства, оттачивая мастерство сразу по нескольким специальностям. Работа не монотонная и, возможно, поэтому текучесть кадров минимальная. К примеру, начальник цеха №5 Александр Крючков, который проводил для нас эту экскурсию, работает на заводе «Кирскабель» уже 36 лет. Люди чувствуют гордость за то, что они производят.

На «Кирскабеле» руководителями традиционно выступают механики. Александр Крючков не кабельщик, но уже 36 лет работает здесь и, кажется, готов часами рассказывать о кабеле с минеральной изоляцией.
«УНКОМТЕХ 360» продолжается!
Экскурсия на «Кирскабель» подошла к концу, а интерактивный проект «Ункомтех 360» продолжает работу! Следующий репортаж под названием «500 кВ русской независимости» мы посвятим уникальному производству высоковольтного кабеля, действующей там испытательной лаборатории, а также наклонной линии, которую покажем с непривычных ракурсов. Следите за новыми публикациями на RusCable.Ru! Все дополнительные материалы, не вошедшие в основной рассказ, будут доступны на нашем форуме, а также на страницах RusCable.Ru и «Ункомтех» в социальных сетях.

Высоковольтная испытательная станция в другом цехе другого завода. Скоро все объясним и продемонстрируем! До встречи в следующей части проекта «Ункомтех 360», где мы расскажем, что такое «500 кВ русской независимости»!
Читайте продолжение «500 кВ русской независимости. Цена энергобезопасности и война, которую нельзя проиграть»

Читайте и смотрите все материалы спецпроекта «УНКОМТЕХ 360».
Эпизод 1. Кабель судного дня
Глава 1. Кирскабель. Здесь делают кабель «судного дня» с минеральной изоляцией
Глава 2. Громадная печь и уникальные технологии
Эпизод 2. 500 кВ Русской независимости
Глава 3. Цена энергобезопасности и война, которую нельзя проиграть
Глава 4. Конец бумаги и психология перестройки
Глава 5. Технологии освобождения без права на ошибку
Эпизод 3. Провода, соединяющие Россию
Глава 6. Провода, соединяющие Россию. Сила инфраструктуры
Глава 7. Провода, соединяющие Россию. Приоритет на Восток
Видеоэпизоды проекта
Кабель судного дня на заводе Кирскабель. Ункомтех 360. Часть 1
Кабель судного дня 2. Кирскабель. Кабели с минеральной изоляцией для атомных реакторов. Ункомтех 360