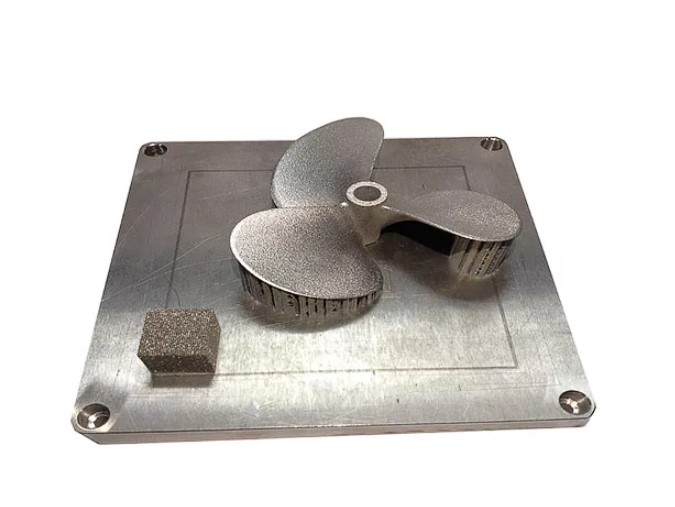
Для изготовления сложных металлических изделий, теперь применяют и 3D печать. К примеру, чтобы изготовить изделие сложной формы традиционным способом, уходит много материала. Ранее, для создания некоторых деталей самолетов до 90% металла уходило в стружку. Теперь же, использование 3D принтеров может сократить расходы и повысить производительность предприятий.

Начнем с печати металлическим порошком. Основные «порошковые» технологии это выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS). В SLM, частицы порошка расплавляются лазером. DMLS работает чуть иначе, порошок сильно нагреваются, и не доходя до расплавления спекаются вместе. В результате работы, с помощью DMLS получаются изделия без остаточных внутренних напряжений (это отдельная тема в металловедении), что очень важно для промышленного производства в аэрокосмической отрасли. Однако, детали, созданные DMLS методом, проигрывают SLM методу и литью в прочности и монолитности. Фактически, мы имеем одну технологию, работающую в двух режимах, поэтому много промышленных 3D-принтеров могут работать и по DMLS и по SLM методам.

Как работает 3D печать металлами?
Для начала, нам нужно убрать окислитель — кислород. Камеру построения наполняют аргоном или другим инертным газом. А затем нагревают до нужной температуры.
Затем порошок тонким слоем наносят на платформу построения. Включается лазер и расплавляет или пропекает порошок сканируя поперечное сечение компонента. Так создается твердый слой.
Потом на уже готовый твердый слой снова наносят порошок. Так послойно происходит создание изделия. Когда деталь готова, она полностью находится в порошке. Детали прикрепляются к строительной платформе через опорные конструкции из того же материала, что и деталь. Это нужно для избегания ненужных деформаций. После остывания камеры, порошок вычищается и изделие заново прогревают для снятия остаточных напряжений материала.

Слои имеют толщину от 20 до 50 микрон и зависят от материала. Размер детали разнится от 250 x 150 x 150 мм и до полуметра. Точность в настоящий момент составляет примерно 0,1 мм. Но это не предел, разрабатываются принтеры, которые будут печатать точнее и способные создавать гораздо большие по габаритам детали. Неиспользованный порошок используется повторно, лишь малая часть идет в отходы.
Созданные на 3D-принтере детали более прочные и твердые и часто более гибкие, чем детали, изготовленные традиционным способом. Но они более склонны к усталости.
Следует также упомянуть поддержки. Это специальные опоры, которые позволяют печатать навесные участки изделия. И из-за крайне высоких температур, при печати металлами они требуются всегда. Обычно имеют решетчатую структуру.
Так как стоимость печати металлом хоть и каждый год уменьшается, но все еще довольно высока, поэтому часто используют программы симуляции поведения изделия, чтобы заранее просчитать основные параметры печати.
Еще один метод печати металлом — склеивание частиц металла для последующего обжига в высокотемпературной печи. Особенность в том, что порошок сплавляется под давлением, сливаясь в монолитную массу. Печатная головка послойно наносит соединительный раствор на порошковую подложку, после чего деталь отправляется в печь.
Похожий метод используется и в FDM печати. Металлический порошок замешивается в пасту, потом пневматический экструдер формирует форму предмета. А затем уже готовая модель отправляется в печь.
Также, существует способ печати металлами, похожий на печать пластиками — это метод лазерной наплавки DED (Directed Energy Deposition). В нем лазерный луч сплавляет металлический порошок, который подается из экструдера и формирует слои объекта.

И наиболее продвинутая из всех — технология EBM (Electron Beam Manufacturing) — производство электронным лучом. Где вместо лазера используются электронные пучки высокой мощности для сплавки металлического порошка в вакуумной камере. Объект печатается послойно. В отличие от технологий спекания, электронно-лучевая плавка позволяет создавать детали особо высокой плотности и прочности. Электронно-лучевая плавка проводится при повышенных фоновых температурах, достигающих порядка 700-1000°C, что позволяет создавать детали, не страдающие от остаточного механического напряжения, вызываемого градиентом температур между уже охлажденными и еще горячими слоями. По своим качествам, делали практически неотличимы от литья. Также эта технология имеет высокую скорость печати и используется в аэрокосмической отрасли.